| We've started sourcing parts! Rings
supplied and modified by Total Seal, wrist pins from Venolia. Our
piston order with Ross Racing Pistons has been finalized and should
be ready soon.
Conrods will be supplied by Carrillo. It will take about a month
for them to finish the rods. The Carrillo tech confirms that the
hemi rod bearing and wristpin sizes will be more than sufficient
to handle the expected horsepower. 
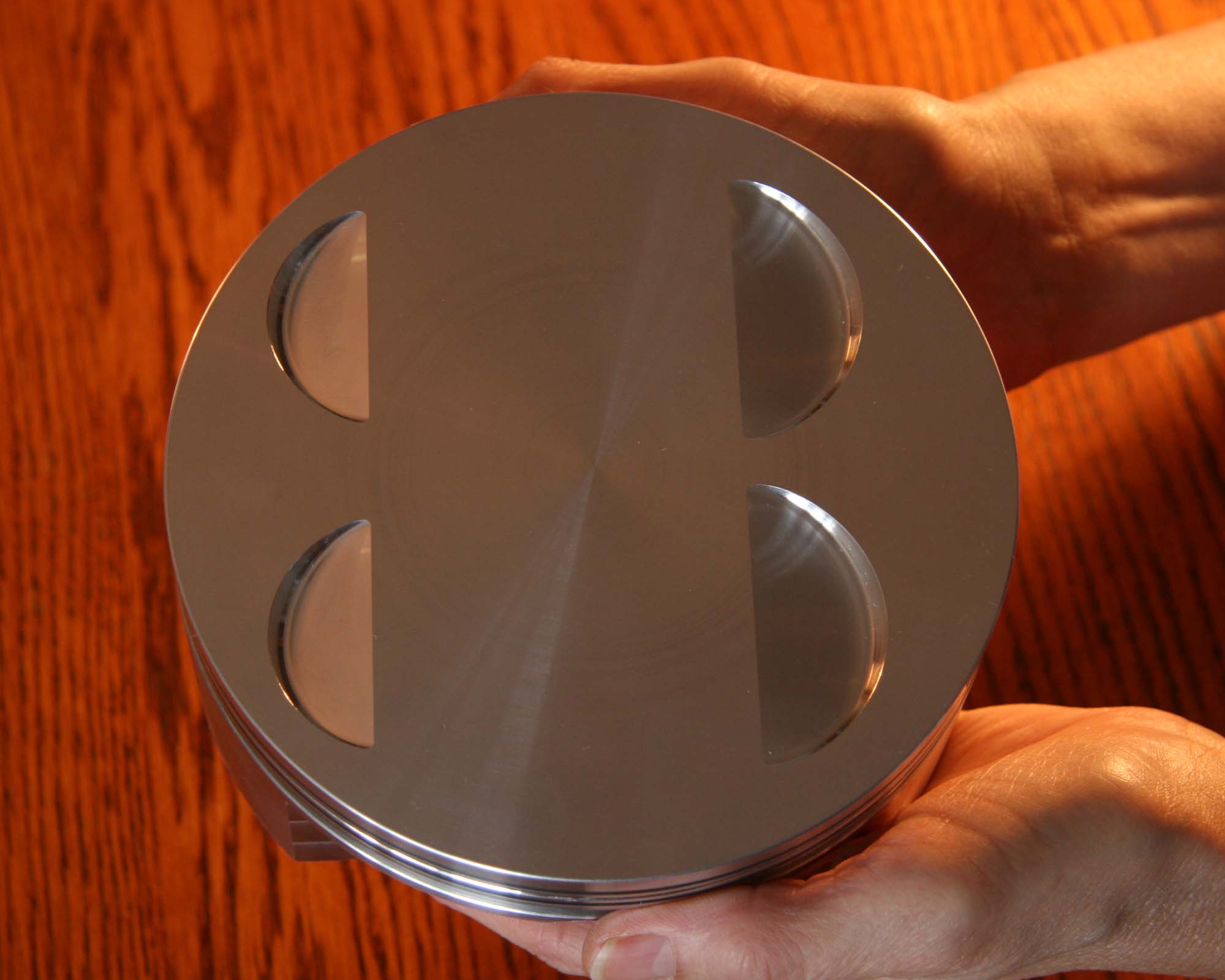
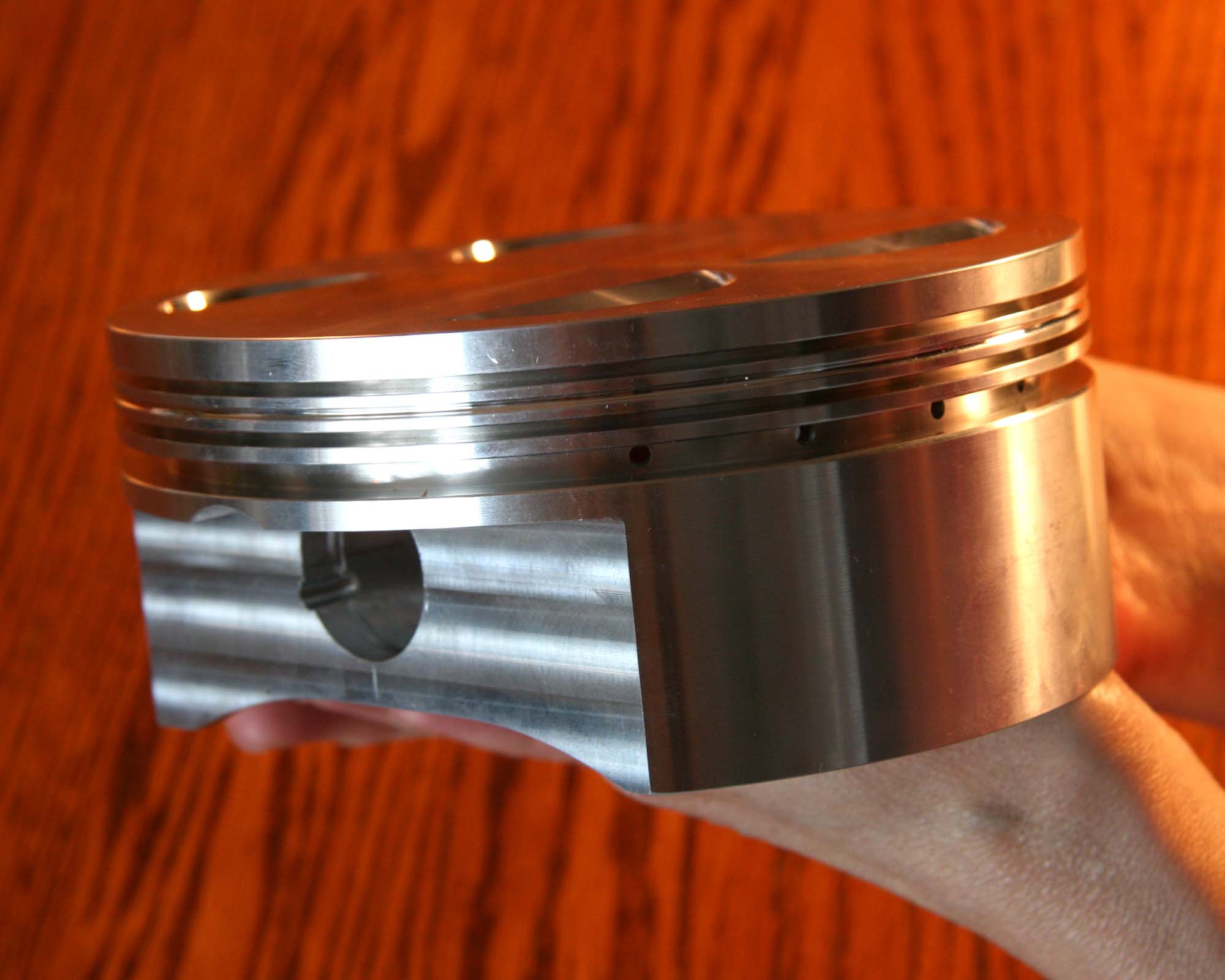
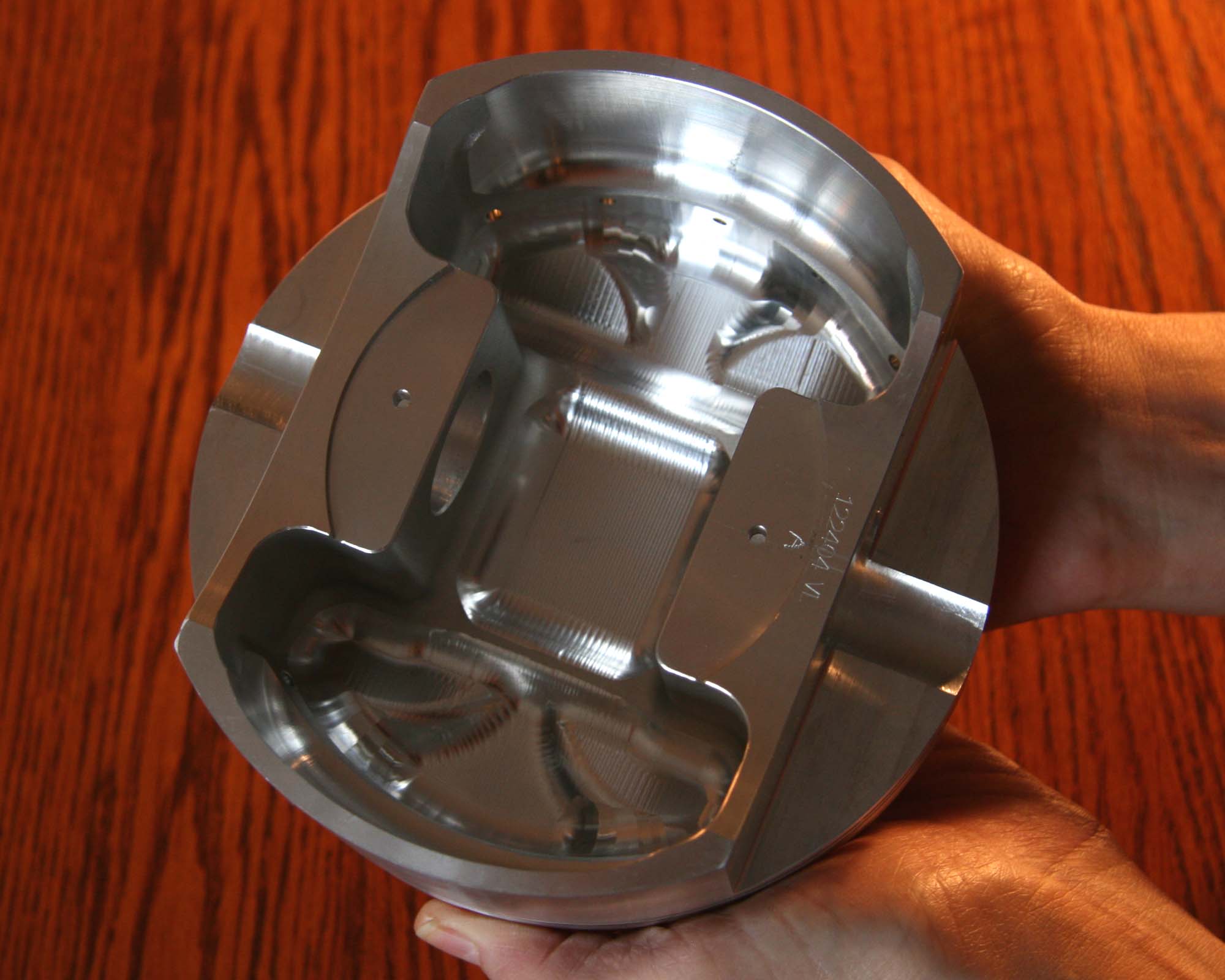
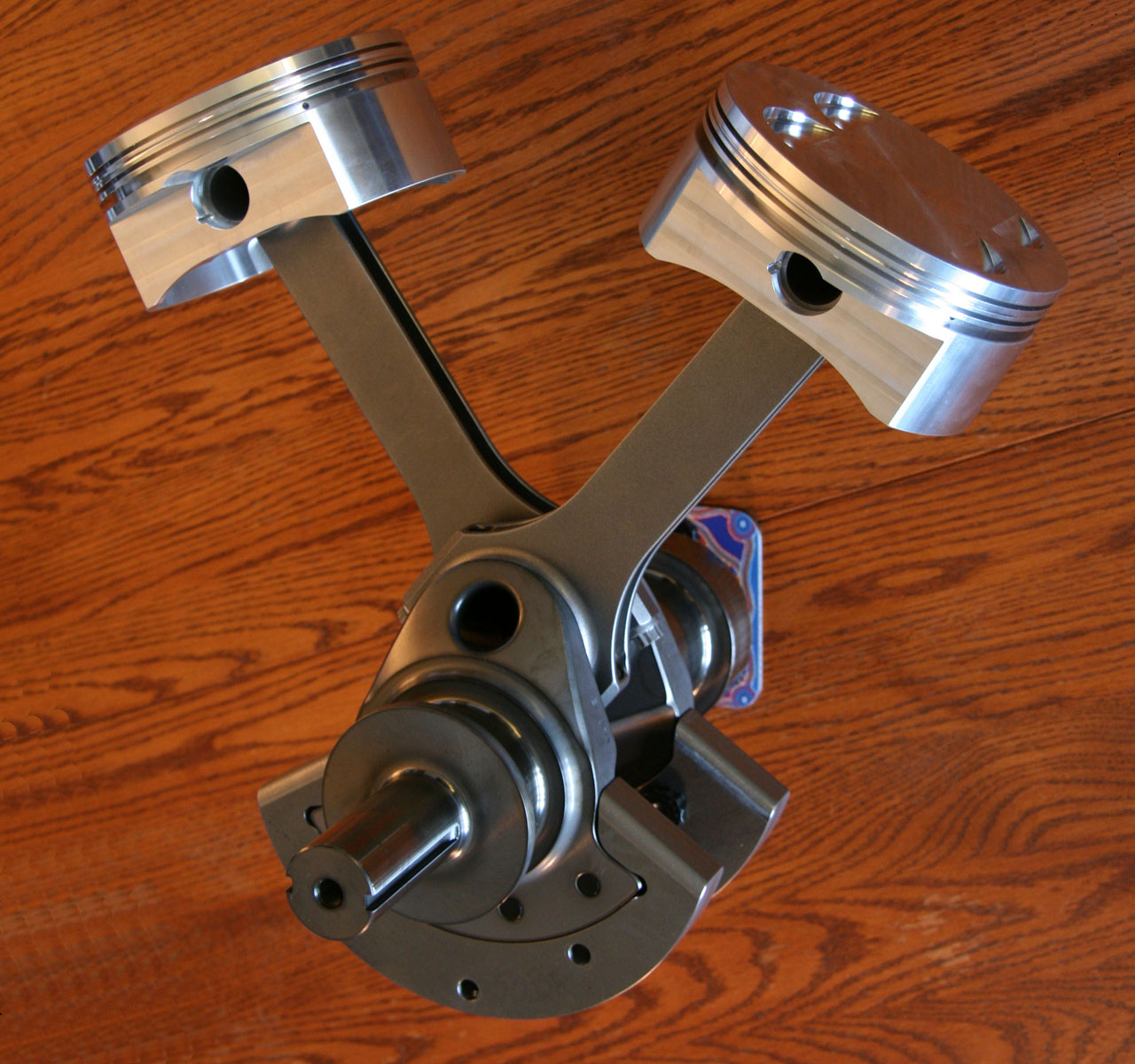
Pistons have arrived from Ross. They look great and are even lighter
than expected. We had Ross lighten them internally with extra
milling. At 1140g they are about three times heavier than normal V8
or harley pistons but the rods, rod bolts and bearings will be up to
the job. With this weight of piston, max rpm of 6000 should be safe.
For a production version of the piston
a new forging blank could be made. This would allow for an improved,
lighter piston, a narrower, lighter conrod small end, and a
shorter, lighter wrist pin, allowing a higher rpm limit, possibly
close to 7000. The current piston design will be fine for
the purpose of testing the prototype motors.
 
Received the conrods from Carrillo. Pistons and pins fit
properly. Nice work!
Now the 3D CAD model of the crank can be adjusted so that the rods
have the correct side clearance.

The crankshaft will be the next part to be machined.
Crankshaft designing, modeling, and virtual balancing nearly
completed. Many thanks to Graham Martin of Napier, New Zealand,
for tons of advice and information on cranks old and new!
Marine Crankshaft is able to do everything required in-house, including
machining, smoothing and detailing, heat treating, grinding, shot
peening and plasma nitriding. Their other
cranks look great and we are confident that we are going to
get an excellent product from them. Each 7" diameter 4340
steel crank billet weighs about 150 lb to start and , when machined to final
size, will weigh about 25 lb. Each counterweight will weigh from
10 to11 pounds, depending on the balance factor. The
counterweight design can be finalized after the cranks arrive. , when machined to final
size, will weigh about 25 lb. Each counterweight will weigh from
10 to11 pounds, depending on the balance factor. The
counterweight design can be finalized after the cranks arrive.
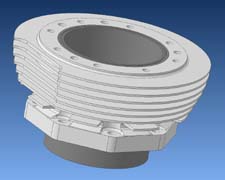
While waiting for the cranks to show up, cylinder liners and cylinder head/cylinder sealing
rings can be ordered. The liners, from LA Sleeve, will be iron, 0.150" wall
thickness, and flanged on top to provide enough room for a sealing
ring groove. This sealing ring, from Garlock Helicoflex, is tough
enough to take the place of a head gasket. It's a hollow metal
ring with enough internal pressure to seal against combustion
gases after it is squeezed a precise amount as the head is torqued
to the cylinder. internal pressure to seal against combustion
gases after it is squeezed a precise amount as the head is torqued
to the cylinder.
Received liners from LA Sleeve. O-ring grooves will
be cut after they are pressed into the aluminum cylinders. They
look good!
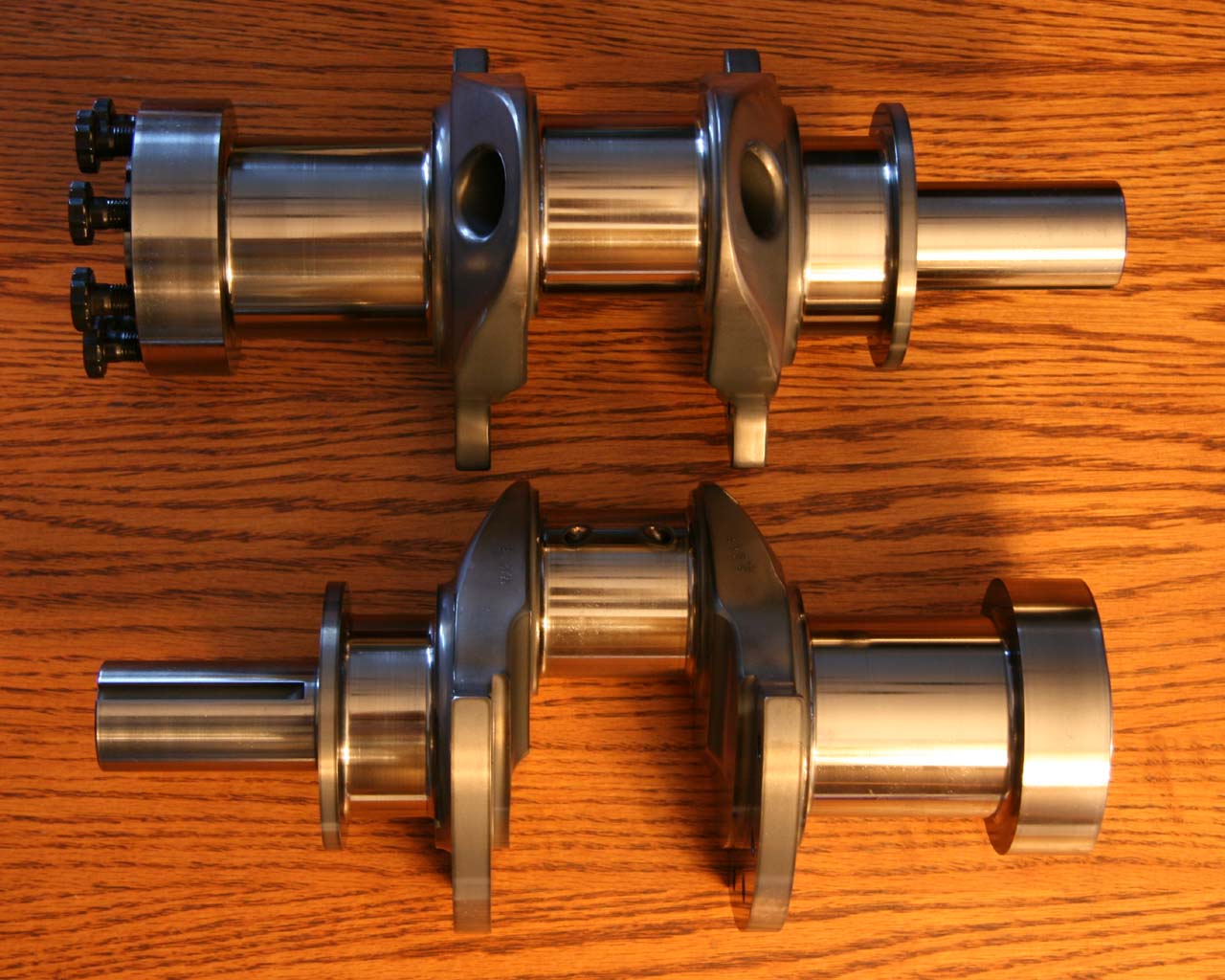
Crankshafts
arrived from Marine Crankshaft and look beautiful! They did a top-notch
job on radius blending and smoothing. Excellent work! Now the CAD model
of the cranks can be changed to match the real cranks as closely as
possible. Next, the virtual balancing of the cranks can be accurately completed (using the Alibre
Design Motion Module) by changing the models of the counterweights so
that they are a little bit heavier than they need to be, to allow for
balance hole drilling in the real counterweights.
  Counterweights
have been fabricated by a local machine shop, Foreman CNC, and are
nicely finished and as specified. All the major bottom end parts
are completed. The crank and counterweight assembly is ready to be
sent out for balancing. Counterweights
have been fabricated by a local machine shop, Foreman CNC, and are
nicely finished and as specified. All the major bottom end parts
are completed. The crank and counterweight assembly is ready to be
sent out for balancing.
Next up will be cylinders made from 6061-T6.
go to page 2 3
|